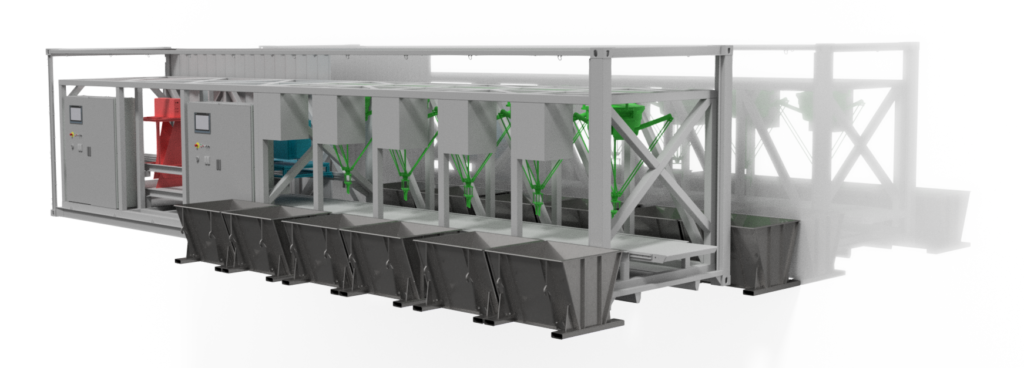
The Layout of our Sorting Plant Unit
As you probably know by now, for a sustainable recycling management of refractory materials, the sorting of secondary raw materials into defined material-specific fractions is essential. This is the only way to ensure the best possible quality of the recycling material and the products that are made from it. We mentioned already, that currently, refractory products for recycling are mainly sorted by hand. You can imagine that this is physically not an easy job, but it is an important one. Because the achievable sorting quality depends mainly on the effort and the experience of these workers, who rely on their eyes. They use visual characteristics, that means they look for colour, geometry and such things in order to sort the bricks. And some of these bricks can weigh up to several kilograms. But at least the bigger pieces show plenty of characteristics. To date, material charges with fine grain sizes often cannot be sorted at all.
Within the EU-project ReSoURCE we are now trying to set up a fully automated sorting system that should be able to recognise refractories in real time. My company LSA was intrusted with designing this unit and so this special task ended up on my desk. Already in the project proposal, we planned to base the identification of the material on data from several high-tech sensors, like cameras, lasers, and spectrometers. With this tech support, we should be able to separates the refractories into single-variety fractions. The data from the sensors is linked using artificial intelligence. The computer will then make a sorting decision and the single pieces are discharged into the target fractions with robotic arms.
The material will be fed to the sorting machine by a wheel loader. A controlled vibrating device then singularises the material and, depending on the amount of material and the grain size range, the bricks are lying separated in side by side. It is necessary to maintain a minimum distance to ensure the later discharge of the bricks, and an upper limit has to be kept to achieve the required material throughput. Due to the potentially low value added per sorted particle, the material throughput is of utmost importance. This will have a significant impact on the economic efficiency of the overall process.
In the next step, the material is placed on a conveyor belt. In order to be able to guarantee sorting at the end of the process, sensors determine the temporal and spatial position of the bricks on the conveyor belt. They will analyse their shape, their surface condition, and even their chemical composition by Laser-based spectroscopic methods. All measurement data is recorded and processed in real time, so that each stone is classified and can then be sorted into the dedicated fraction in one of the eight special bins that we plan to work with. This is done by industrial robots for the larger pieces and by compressed air valves for the smaller particles. The special bins can be removed as soon as an appropriate filling level is reached. This will be indicated through an LED display.
To make sure that our new sorting equipment doesn’t pollute the environment with emitting dust, we will integrate a sophisticated extraction and filtering system that will collect the dust also in a bin. In addition, all containers are equipped with insulation, so the pollution with noise development of the plant to the outside is also taken care of. Also, this provides a better temperature insulation.
Almost all plant components are mounted in shipping containers because we wanted this system to be a mobile one. It will be possible to dismantle the entire plant and move it to another installation site in a short time.
Due to pandemic-related delays in the supply chains and the tense situation in the EU, we will be able to set up the sorting plant not before the end of next year. But we decided to start test runs with parts of the equipment earlier at the LSA office in Aachen.

Author’s Portrait
Joachim Makowe
Dr. Joachim Makowe studied physics at the University of Tübingen, Germany, and investigated shock processes in absorption spectra of thin gases using a semiconductor laser in his diploma thesis. He subsequently completed his PhD thesis at the Département de Chimie of the École Polytechnique Fédérale de Lausanne (EPFL), Switzerland, he worked on the laser isotope separation of silicon using various laser-based molecular and mass spectroscopic methods.
In 2002, he moved to the department of laser measurement technology at the Fraunhofer Institute for Laser Technology in Aachen and was responsible for various R&D projects in the field of laser emission spectrometry.
In 2004, he founded the company LSA – Laser Analytical Systems & Automation GmbH and has been a partner and managing director ever since.
Joachim Makowe
AuthorJoachim Makowe is the CEO of LSA - Laser Analytical Systems & Automation GmbH
info@lsa-systems.de